金属スタンピングは、金型とスタンピング プレスを使用して板金をさまざまな形状に変形させる冷間成形プロセスです。通常、ブランクと呼ばれる平らなシート メタルのピースは、ツールとダイの表面を使用して金属を新しい形状に成形するシート メタル スタンピング プレスに供給されます。プレス加工サービスを提供する生産施設と金属加工業者は、プレスされる材料を金型セクションの間に配置します。ここで、圧力を使用して材料を成形し、せん断して、製品またはコンポーネントの目的の最終形状にします。
プレス加工の種類
プログレッシブ ダイ スタンピング プロセスでは、一連のスタンピング ステーションを使用します。金属コイルは、順送プレス金型を備えたレシプロ スタンピング プレスに供給されます。金型はプレスと共に移動し、プレスが下降すると金型が閉じて金属を打ち抜き、部品を成形します。プレスが上に移動すると、金属は次のステーションに沿って水平に移動します。パーツはまだ金属ストリップに接続されているため、これらの動きは正確に調整する必要があります。最終ステーションは、新たに製造された部品を残りの金属から分離します。プログレッシブ ダイ スタンピングは、金型が損傷することなく長持ちし、プロセスの再現性が高いため、長時間の実行に最適です。プロセスの各ステップでは、金属に対して異なるカット、曲げ、またはパンチング操作を実行し、最終製品の目的の形状とデザインを徐々に実現します。また、無駄なスクラップの量が限られているため、より高速なプロセスです。
トランスファー ダイ スタンピングは順送ダイ スタンピングに似ていますが、部品はプロセスの早い段階で金属トリップから分離され、コンベヤー ベルトなどの別の機械的搬送システムによって、あるスタンピング ステーションから次のステーションに移送されます。このプロセスは通常、別のプレスに転送する必要がある大きな部品に使用されます。
4 スライド スタンピングは、マルチ スライドまたは 4 ウェイ スタンピングとも呼ばれます。この手法は、多数の曲げやねじれがある複雑なコンポーネントを作成するのに最適です。 1 つの垂直スライドの代わりに 4 つのスライド ツールを使用して、複数の変形によってワークピースを成形します。 2 つのスライド (ラム) がワークピースを水平に叩いて成形し、金型は使用しません。マルチスライド スタンピングでは、4 つ以上の可動スライドを使用することもできます。
4 スライド スタンピングは、各スライドにさまざまなツールを取り付けることができるため、非常に用途の広いタイプのスタンピングです。また、比較的低コストで、生産も高速です。
ファイン エッジ ブランキングとも呼ばれるファイン ブランキングは、高精度で滑らかなエッジを提供するのに役立ちます。通常、油圧プレスまたは機械プレス、または 2 つの組み合わせによって行われるファインブランキング操作は、次の 3 つの異なる動きで構成されます。
ファインブランキングプレスは、従来のスタンピング操作で使用されるものよりも高い圧力で動作するため、ツールと機械は、これらの高い動作圧力を念頭に置いて設計する必要があります。
ファインブランキングから製造されたエッジは、従来のツールで製造されたような破砕を回避し、表面の平坦性は他のスタンピング方法よりも優れています。冷間押出技術であるため、ファインブランキングは単一ステップのプロセスであり、製造の全体的なコストを削減します。
材料に関する考慮事項
使用される金属スタンピング材料の選択は、完成品の望ましい属性によって異なります。スタンピングは、製造プロセスとして金属だけに限定されません。紙、革、ゴムなど、スタンピング技術で処理できる金属スタンピング材料は数多くありますが、金属が最も一般的に使用されています。
一般に、金属はプレス加工後も可鍛性と延性を維持する傾向があります。精密プレス部品に使用されるものは、通常、軟質から中程度の硬度で、流動係数が低くなります。スタンピングによって製造される通常の金属および金属の種類には、次のものがあります。
鉄系金属は、炭素含有量が低いことを意味するため、スタンピング操作で一般的に使用されます。これは、使用可能な最も安価なオプションの 1 つであり、単位生産コストが低くなるためです。
板金プレス加工を行う際には、いくつかの重要な要素と設計上の考慮事項に対処する必要があります。
仕上げ作業
スタンピング後の生産作業には、スタンピングされた製品にバリ取り、タッピング、リーマ加工、座ぐり加工が含まれる場合があります。これらにより、型押しされた部品に他の部品を追加したり、仕上げの欠陥を修正したり、安全性に影響を与える可能性のある鋭いエッジを除去したりできます。
バリ取りは、スタンピング操作が完了した後にワークピースに残る切削材料の破片の除去を伴います。鋭いエッジは、バリを取り除くために研磨する必要がある場合や、滑らかなエッジを生成し、バリのあるエッジを内側の折り目に向けるためにフランジを付ける必要がある場合があります。


Stamping processing is a commonly used processing method, which is mainly used for processing metal and non-metal sheet metal parts. Stamping processing is generally carried out at room temperature, so it can also be called cold stamping.
もっと詳しく知る
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
もっと詳しく知る
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
もっと詳しく知る
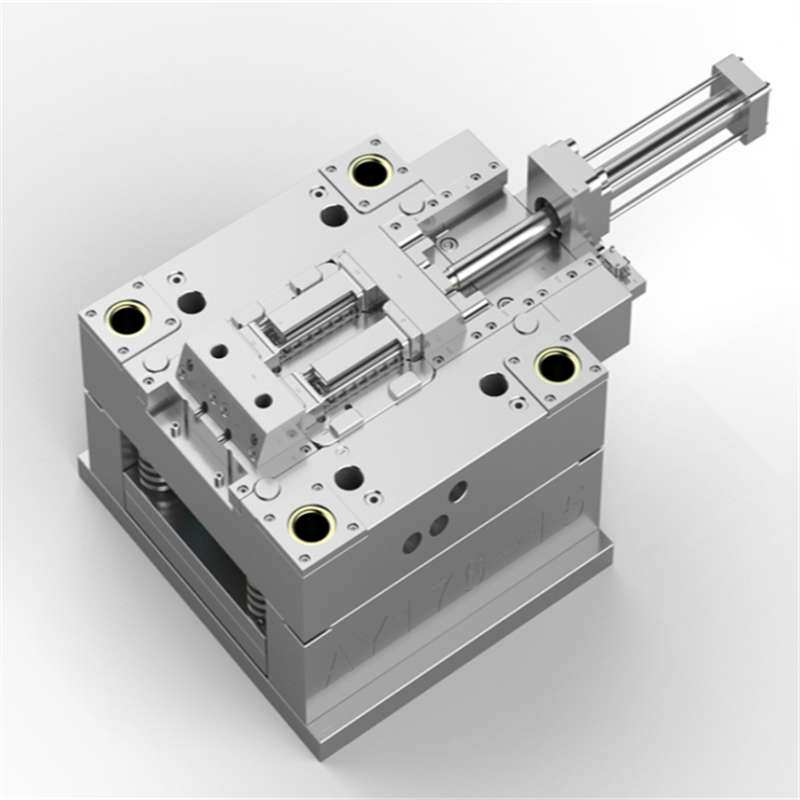
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
もっと詳しく知る
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
もっと詳しく知る
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
もっと詳しく知る
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
もっと詳しく知る
Stamping is a method of forming and processing workpieces (stamping parts) of required shape and size by applying external force to plates, strips, pipes and profiles by presses and molds to cause plastic deformation or separation. Compared with castings and forgings, stamping parts have the characteristics of thinness, uniformity, lightness and strength. Stamping can produce workpieces with ribs, ribs, undulations or flanges that are difficult to manufacture by other methods to increase their rigidity.
もっと詳しく知る
板金プレス加工とは、金属板、金属パイプ、金属棒などの各種素材に、プレス金型を用いて油圧または機械プレスにより外圧を加え、金属素材を変形・分離させ、製品の意匠を得る加工です。金型キャビティにフィットする構造。生産方法。
もっと詳しく知る
板金プレス部品は、主に炭素鋼、ステンレス鋼、冷間圧延鋼、アルミニウム合金、銅合金、亜鉛メッキ鋼、チタン合金など、さまざまな金属板材料に適したさまざまな業界で広く使用されています。板金スタンピングは、加工中に材料の特性を変更しません。材料は、圧力によってさまざまな形状、サイズ、および特性の製品に変化します。これは、低コスト、高効率、および均一性を備えた大規模な板金部品の製造に非常に適しています。性別およびその他の特徴。
もっと詳しく知る
プレスとも呼ばれるスタンピングでは、コイル状またはブランク状の平らな板金をスタンピング プレスに配置します。プレスでは、ツールとダイの表面が金属を目的の形状に成形します。パンチング、ブランキング、ベンディング、コイニング、エンボス加工、フランジ加工はすべて、金属の成形に使用されるスタンピング技術です。
もっと詳しく知る
金属のシートを有用な部品またはコンポーネントに変えるプロセスは、シート メタル スタンピングと呼ばれます。金属はプレス機に供給され、そこで金型とも呼ばれるスタンピング ツールが目的の形状を作成します。ダイは途方もない力で金属に、または金属を通して押し込まれます。プロセスで使用される力はトン単位で測定されます。
もっと詳しく知る
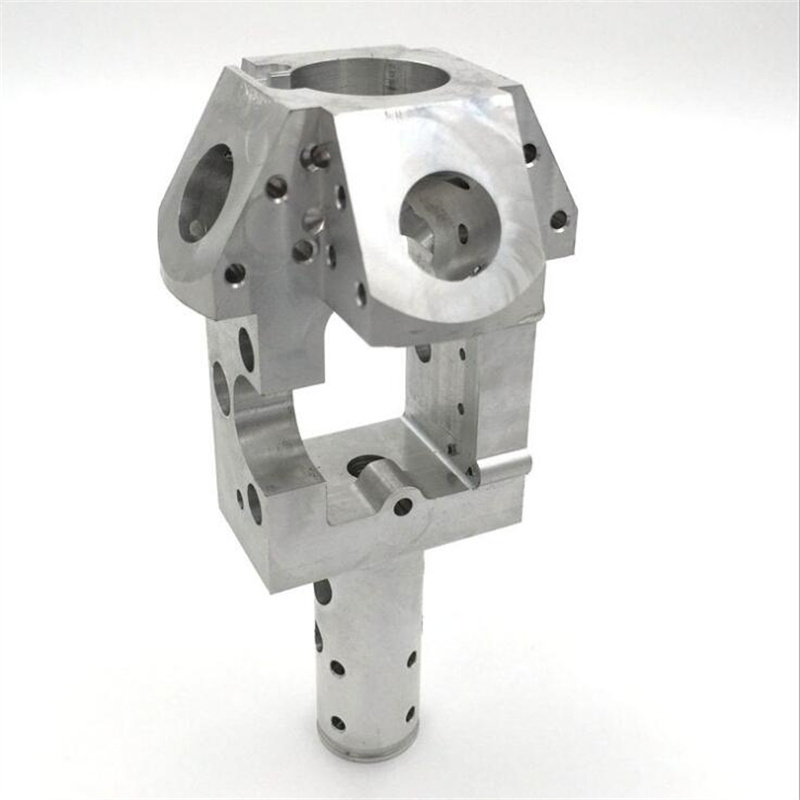
精密プレス部品は広く使用されており、主に楽器とメーターの部品、IT 部品、音響とカメラの部品、現代のオフィス部品、日常のハードウェアなどがあります。これらの製品は通常、さまざまな分野でさまざまな機能を備えています。一般に、原材料の厚さは0.05mmから3.0mmまで対応。原材料は、ベリリウム銅(熱処理が必要)、リン銅、銅、真鍮、ステンレス、鉄、アルミニウムなどです。さまざまな機械的機能を果たすために、プレス製品に表面処理を施すことができます。例:電気メッキ、陽極酸化、パッシベーション、熱処理など。
もっと詳しく知る
板金プレス部品とは、金属部品にプレス加工を施したものです。これにより、板金が耐久性のあるプレス部品に変わりました。その際、お客様のご希望の形状に合わせて板金を成形していきますが、板金プレス加工は冷間成形で行います。他の板金加工とは異なり、熱を使用しなくても、金型と金属の間に発生する摩擦により、部品が熱く見える場合があります。また、ステンレス鋼、アルミニウム、チタン、真鍮、銅、低/高炭素鋼、ニッケル合金などの材料も使用しました。生産が始まる前に、すべてが厳密に検査されます。
もっと詳しく知る
金属スタンピングは、金型とスタンピング プレスを使用して板金をさまざまな形状に変形させる冷間成形プロセスです。通常、ブランクと呼ばれる平らなシート メタルのピースは、ツールとダイの表面を使用して金属を新しい形状に成形するシート メタル スタンピング プレスに供給されます。プレス加工サービスを提供する生産施設と金属加工業者は、プレスされる材料を金型セクションの間に配置します。ここで、圧力を使用して材料を成形し、せん断して、製品またはコンポーネントの目的の最終形状にします。
もっと詳しく知る
板金スタンピングは、同一の金属部品を大量に生産する低コストの高速製造プロセスであり、車両、機器、電子機器、電化製品、工具などの多くの産業用途に大きく貢献しています。たとえば、シート メタル スタンピングは、機械産業向けに多数の卸売機械部品を提供しています。
もっと詳しく知る
板金プレス部品は、プレス加工によって加工された金属部品です。これにより、板金が耐久性のあるプレス部品に変わりました。プロセス中、板金はお客様の希望する形状に合わせて形成されます。お客様のプレス部品の要件については、当社の板金プレス部品の完全なラインは、ハードウェア、医療産業、自動車、再生可能エネルギー、住宅改善、産業、航空宇宙、そしてより多くの産業。
もっと詳しく知る
スタンピングは、2 つの金型の間で特定の金属を圧縮することで構成されます。刻印には、順送刻印と打刻による刻印の2種類があります。シート スタンピング メタルは、電化製品、電気通信、自動車、ハードウェア、産業機械、家庭用家具および家具、電気部品など、幅広い分野の部品を取得します。
もっと詳しく知る
金属をプレスすることは、平らな金属をさまざまな形に変形させるプロセスです。この製造方法には、高精度、効率、コスト効率、厳しい公差などの利点があります。 Papler Industry は、金属プレス部品のサイズ、複雑さ、および量に応じて、クライアントにカスタマイズされたソリューションを提供します。
もっと詳しく知る
燃料供給システムからエアバッグ コンポーネントまで、プレス加工された金属部品は、自動車のほぼすべてのシステムで使用されています。自動車業界でこれらの異なるプレス加工された金属部品を統一しているのは、品質へのこだわりです。これは、Papler Industry Co.,Ltd のような金属プレス加工の専門家だけが保証できる品質です。
もっと詳しく知る
高精度金属スタンピングは、スタンピング プレスに取り付けられたカスタム ツールとダイ セットを使用して、板金を目的のコンポーネントに変える製造プロセスです。部品や製品を高精度・高精度・高速に大量生産するために、幅広い産業で利用されています。
もっと詳しく知る
板金スタンピングは、自動車業界で高まる燃料効率への要求を満たす実用的かつ効果的な方法です。板金プレスは、ドア、ボンネット、トランクリッドなど、自動車のボディの大部分を製造するために使用できます。板金プレス 自動車が燃費基準を満たすのに役立つ強力な車体部品を加工します。
もっと詳しく知る
Papler Industry Co.,Ltd 精密金属スタンピングの広範な機能により、お客様の金属スタンピング要件に革新的なソリューションを提供できることがよくあります。私たちは、最も要求の厳しい用途向けに一貫した製品を定期的に提供しています。当社のお客様は、超厳しい公差、複雑な部品形状、特殊材料、およびインダイ アセンブリ操作を備えたマイクロ スタンピング製品を提供する当社に依存しています。
もっと詳しく知る
Papler Industry Co.,Ltd カスタム シート メタル スタンピング サービスは、顧客が指定した部品を製造するための金属プレス金型と技術を提供します。 Papler Industry Co.,Ltd は、大量生産のニーズを満たし、すべての部品が正確な仕様を満たしていることを確認するために、カスタム スタンピング ダイを使用する幅広い産業およびアプリケーション部品およびコンポーネントを提供できます。
もっと詳しく知る
板金スタンピングは、金型とスタンピングプレス機を使用して、板金をさまざまな形に成形する冷間成形プロセスです。通常ブランクと呼ばれる平らなシート メタルのピースは、ツールを使用するシート メタル スタンピング プレスに供給され、金属を新しい形状に変換するために表面をダイスします。材料は、ダイ セクション間で打ち抜かれるために配置されます。ここで、圧力を使用して材料が形成され、材料がせん断されて、製品またはコンポーネントの目的の最終形状が形成されます。
もっと詳しく知る
金属スタンピングは、材料のコイルまたは平らなシートを特定の形状に成形する製造プロセスです。スタンピングには、ブランキング、パンチング、エンボス加工、プログレッシブ ダイ スタンピングなど、複数の成形技術が含まれます。パーツは、作品の複雑さに応じて、これらのテクニックを組み合わせて使用するか、個別に使用します。
もっと詳しく知る
精密金属スタンピングは、金型とスタンピング プレスを使用して板金をさまざまな形状に変形させる冷間成形プロセスです。通常、ブランクと呼ばれる平らなシート メタルのピースは、ツールとダイの表面を使用して金属を新しい形状に成形するシート メタル スタンピング プレスに供給されます。プレス加工サービスを提供する生産施設と金属加工業者は、プレスされる材料を金型セクションの間に配置します。ここで、圧力を使用して材料を成形し、せん断して、製品またはコンポーネントの目的の最終形状にします。
もっと詳しく知る
金属スタンピングは、平らな金属シートを特定の形状に変換するために使用される製造プロセスです。これは、ブランキング、パンチング、曲げ、ピアシングなど、多数の金属成形技術を含む複雑なプロセスであり、いくつか例を挙げれば、短期金属スタンピング、精密スタンピング、プログレッシブ メタル スタンピングです。
もっと詳しく知る
多くの場合、シムと呼ばれる金属スタンピング シム ワッシャーは、多くの用途で高精度のスペーサーを作成するためにネジの頭の下に積み重ねるように設計された薄いワッシャーです。それらは一般に、表面が水平であることを確認するため、またはメカニズム内で遊ぶために余分なスペースを取り除くために使用され、さまざまな板金部品に集中しています。
もっと詳しく知る
スタンピング - プレスとも呼ばれます - コイル状またはブランク状の平らな板金をスタンピング プレスに配置します。プレスでは、ツールとダイの表面が金属を目的の形状に成形します。パンチング、ブランキング、ベンディング、コイニング、エンボス加工、フランジ加工はすべて、金属の成形に使用されるスタンピング技術です。
もっと詳しく知る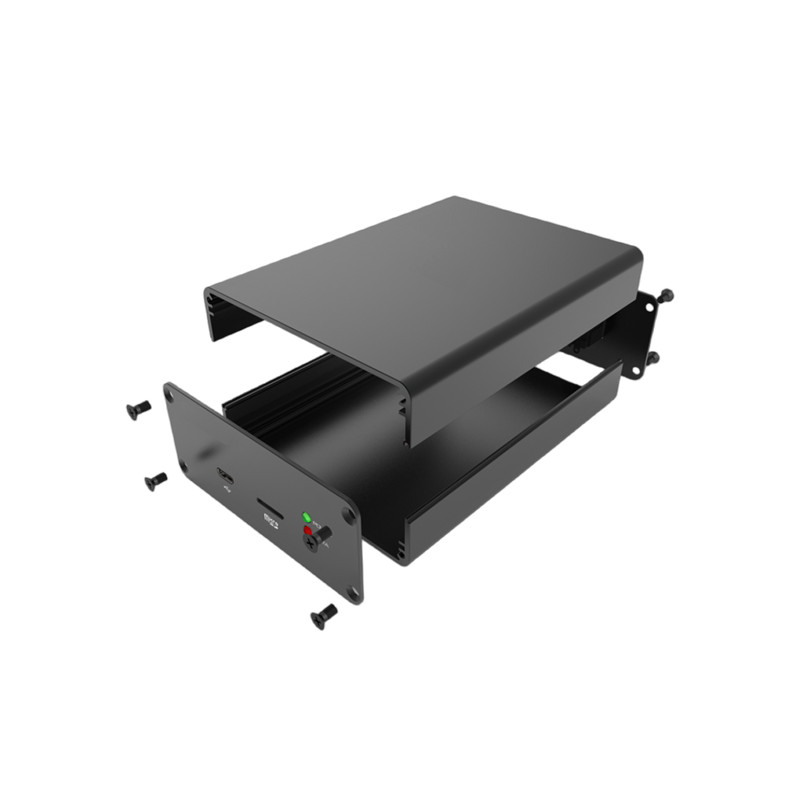
金属プレスは、平らな金属板を特定の形状のプレス板金部品に変換するために使用される製造プロセスです。これは、ブランキング、パンチング、ベンディング、ピアシングなど、多くの金属成形技術を含む複雑なプロセスです。
もっと詳しく知る
板金筐体は、他のアイテムや機器を保持または保護するように設計されており、正確に製造するには精密板金加工業者の専門知識が必要です。これは、医療、エネルギー、食品サービス、軍事、航空宇宙などの高度に規制された産業での使用を意図した筐体に特に当てはまります。
もっと詳しく知る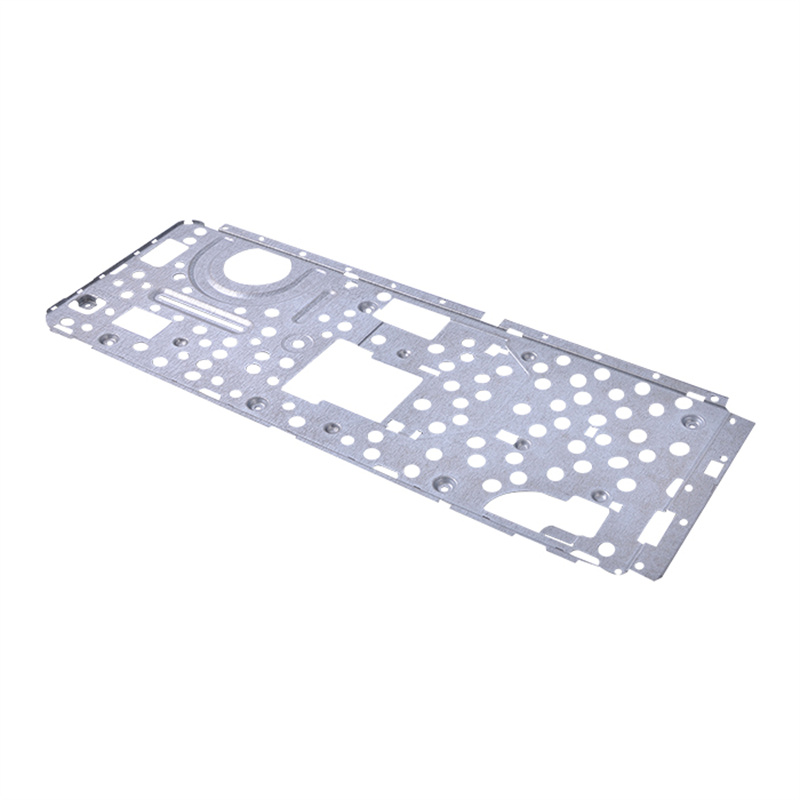
金属スタンピングのリーダーとして、当社のカスタム スタンピング金属部品は、さまざまなコンポーネントを製造しています。当社の顧客は、当社の専門的な設計および開発サービスに信頼を寄せています。シンプルなものから複雑なものまで、あらゆるサイズのさまざまな金属部品を作成しています。プロトタイプの開発から大量生産まで、プロセス全体を通じてお客様にサービスとサポートを提供します。最大5,000万個の部品の注文を処理する能力があります。
もっと詳しく知る
金属スタンピングは、材料のコイルまたは平らなシートを特定の形状に成形する製造プロセスです。スタンピングには、ブランキング、パンチング、エンボス加工、深絞り金属スタンピングなど、複数の成形技術が含まれます。
もっと詳しく知る
金属プレス部品は、自動車のドア パネルやギアから、電話やコンピューターに使用される小さな電気部品まで、さまざまな複雑な部品を大量生産するための優れた方法です。スタンピング プロセスは、自動車、工業、照明、医療などの業界で広く採用されています。
もっと詳しく知る お問い合わせ
お問い合わせ 住所 : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
住所 : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Eメール : roger@ppl2009.com
Eメール : roger@ppl2009.com

























 IPv6 ネットワーク対応
IPv6 ネットワーク対応